Use the Squeak and Rattle Director Advanced Rattle module to perform different
studies regarding the dimensions variation.
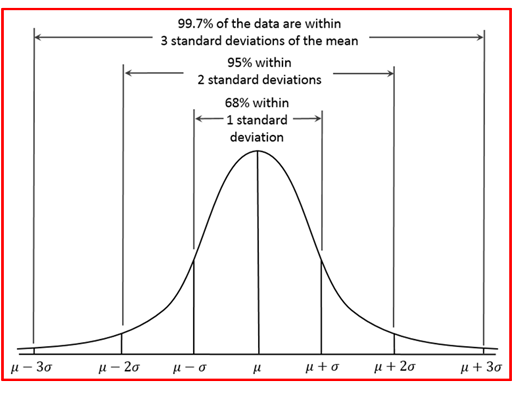
The dimensions variation follows a normal distribution where the nominal gap is the
mean value and the tolerance is the standard deviation. By default, three Sigma
distribution is applied. A gap will vary from a minimum to a maximum value,
which:
Gap min = Nominal Gap () – Tolerance ()
Gap max = Nominal Gap () + Tolerance ()
Figure 1.
Sigma Tolerance Plot
The Sigma Tolerance Plot option generates three dynamic tolerance plots, considering
tolerance as 1 Sigma, 2 Sigma, and 3 Sigma to highlight the dynamic tolerance
risk.
Percentage of Failure
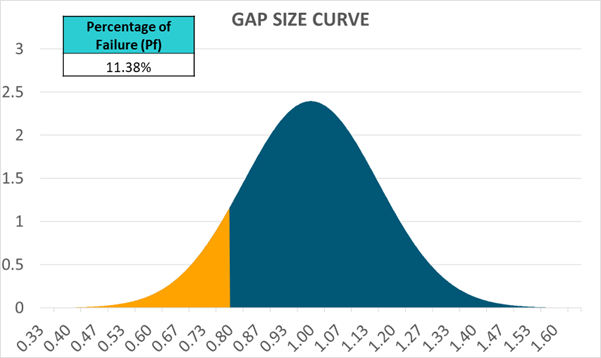
The percentage of failure evaluates the percentage of products to fail in a given
production batch. In other words, it represents in how many products in the
production the relative displacement exceeds the allowable gap, causing rattle. The
relative displacement in gap direction of each E-Line is compared
to the gap size distribution curve considering three Sigma distribution. The
percentage of failure is calculated as Equation 1.
Given the gap, tolerance, and the calculated relative displacement from the FE model,
the calculated percentage of failure can be used as an extra filtering index to
speed up focusing on the most critical rattle issues. E-Lines
with higher percentage of failure have the higher risk of rattling.
The following scenario can be used as an example:
Table 1.
Parameters
Gap
1.00
Tol
0.50
#SD
3.00
0.167
Max Rel Disp Z
0.8
Where,
Gap
Nominal gap value
Tol
Tolerance value
#SD
Standard deviation value
Sigma ()
Tol ÷ #SD
Max Rel Disp Z
Maximum relative displacement in Z direction for a specific E-Line extracted from simulation
Using the gap size curve for this calculation, the probability for is represented by the blue area in Figure 2 and the
percentage of failure by the orange area. Therefore: